Спасибо Александру Васильевичу Карпуку за помощь в регистрации на Форуме!
Табовские веломобилсты и КЭБовцы Вадим Дунаев и Александр Сергеев вплотную приступили к проектированию и реализации " в металле" новой модели скоростного дельта-трайка.
Название конструкции пока в процессе обсуждения.
Взаимное расположение комплектующих на предварительном эскизе 1:1 можно увидеть на фото во вложении.
В ходе обсуждения решили в конструкцию рамы и рулевого управления внести некоторые изменения.
Некоторые технические детали:
Схема прямая дельтовидная, привод на заднее колесо (левое).
Колеса на 20" ободах о 36 спицах, покрышки Mitas SPEEDO LT 20 x 1⅛
Задняя кассета на 8-скоростей 11-32
Спереди система на 2 скорости, 39-56.
Тормоза дисковые.
Передняя вилка - алюминий.
Из основных требований к конструкции - заниженный клиренс, полулежачее положение пилота, высокие скоростные характеристики. Лежак пилота будет изготавливаться из доступного алюминиевого листа по индивидуальным размерам.
В будущем возможна установка легкого аэродинамического кузова.
Зачатие нового веломобиля можно считать случившимся событием! Ожидаем скорого появления на свет!
Тема на форуме КЭБ
Веломобиль "Стриж" процесс изготовления, 2017 года
Модераторы: Anastasiamos, kab, AASergeev
Сообщений: 11
• Страница 1 из 1
Веломобиль "Стриж" процесс изготовления, 2017 года
![]() Alexey Kiristaev » 17 июл 2017, 02:42
Alexey Kiristaev » 17 июл 2017, 02:42
- Вложения
-
- Взаимное расположение комплектующих на предварительном эскизе
- Alexey Kiristaev
- Сообщения: 23
- Зарегистрирован: 04 июл 2017, 13:19
Re: Трайк 2017 года
![]() kab » 13 сен 2017, 13:36
kab » 13 сен 2017, 13:36
На днях был первый пробный выезд веломобиля.
Привод работает, катится легко.
Остальное - в процессе работы.
Привод работает, катится легко.
Остальное - в процессе работы.
-

kab - Сообщения: 914
- Зарегистрирован: 10 май 2011, 17:21
Re: Трайк 2017 года
![]() kab » 25 сен 2017, 10:15
kab » 25 сен 2017, 10:15
В выходные проходили ходовые испытания аппарата на трассе.
viewtopic.php?f=31&t=825

веломобиль оказался очень шустрый - быстрый, хорошо держит курс, с небольшим, для своей базы, радиусом поворота.
легко "пишет" восьмёрки.
Передачи работают.
Устойчив на скорости и действительно очень лёгкий на ходу.
Впечатления от поездок самые благоприятные.
По грунтам пока не ходили.
Фото немного позднее.
viewtopic.php?f=31&t=825
веломобиль оказался очень шустрый - быстрый, хорошо держит курс, с небольшим, для своей базы, радиусом поворота.
легко "пишет" восьмёрки.
Передачи работают.
Устойчив на скорости и действительно очень лёгкий на ходу.
Впечатления от поездок самые благоприятные.
По грунтам пока не ходили.
Фото немного позднее.
-
kab - Сообщения: 914
- Зарегистрирован: 10 май 2011, 17:21
Re: Трайк 2017 года
![]() Alexey Kiristaev » 25 сен 2017, 18:19
Alexey Kiristaev » 25 сен 2017, 18:19
Создание трайка в основном закончено.
Напомню вкратце ход изготовления:
Собраны колеса:

Вадим Дунаев изготовил лежак веломобиля. Интересно будет рассказать о процессе подробнее.
В качестве материала выбран доступный материал - алюминиевый лист АМг2 размером 1.5х300х1200 мм, с рифлением. Его можно приобрести в большинстве из крупных городов (порядка 34 городов по стране) в любом из строительных магазинов Leroy Merlin

Процесс изготовления состоит в следующем.
Размечены ребра жесткости основания с учетом индивидуального профиля спины:

Особое внимание при профилировании уделяется поясничной и плечевой части.
В углах высверлены отверстия для поворота пилы электролобзика

После выпиливания "ушек" они дополнительно обработаны для придания одинаковой формы при помощи угловой шлифмашинки ("болгарки")

Обе "боковины" (ребра) обрабатываются обновременно, для чего стягиваются струбцинами. За счет этого размеры деталей совпадают с высокой точностью.
"Ушки" крепления отгибаются под углом 90 градусов.

В местах плоскости "ушки" предусматриваются под установку 2-х заклепок, в месте тазового изгиба - под одну заклепку. Применяемые заклепки - 4,8х10 мм.
Лист лежака размечается по осевой линии и к нему приклепываются ребра. Стороны листа выбираются гладкие, чтобы рифления оставались с наружней стороны и не препятствовали плотному контакту деталей.
Ребра в плечевой части лежака изогнуты "внутрь", за счет чего формируется переход лежака в шейный упор.

Нижняя часть рёбер остается прямой.

Верхняя и нижняя часть "лежака" подрезается по бокам для формирования оптимальной формы шейной, плечевой и тазовой части сидения.

Затем изготавливаются и приклёпываются две поперечные детали.

Это обеспечивает достаточную жесткость конструкции "на кручение":

По месту изготавливаются и устанавливаются прочие элементы жесткости.
Вид сидения сбоку в сборе:

После сборки кромки и поверхность еще раз обрабатываются, удаляются заусенцы и лишний металл, изделие обезжиривается, раскраивается материал (например туристический коврик) и приклеивается на лежак.
По свидетельству Вадима Дунаева, данный способ изготовления лежака веломобиля (в сравнении с выклейкой из стекловолокна или углеткани) показал достаточную технологичность процесса, низкие затраты на закупку сырья и расходных материалов, доступность, простоту обработки, минимум инструментов и дополнительных приспособлений. Как видно из фотографий, такое сидение-лежак возможно сделать буквально в "гаражных" условиях. Ориентировочное время, затраченное непосредственно на работу - порядка 4-х часов. Остатки "производства" можно будет использовать для изготовления мелких деталей креплений или разнообразных кронштейнов, защит и т.д.
Напомню вкратце ход изготовления:
Собраны колеса:
Вадим Дунаев изготовил лежак веломобиля. Интересно будет рассказать о процессе подробнее.
В качестве материала выбран доступный материал - алюминиевый лист АМг2 размером 1.5х300х1200 мм, с рифлением. Его можно приобрести в большинстве из крупных городов (порядка 34 городов по стране) в любом из строительных магазинов Leroy Merlin
Процесс изготовления состоит в следующем.
Размечены ребра жесткости основания с учетом индивидуального профиля спины:
Особое внимание при профилировании уделяется поясничной и плечевой части.
В углах высверлены отверстия для поворота пилы электролобзика
После выпиливания "ушек" они дополнительно обработаны для придания одинаковой формы при помощи угловой шлифмашинки ("болгарки")
Обе "боковины" (ребра) обрабатываются обновременно, для чего стягиваются струбцинами. За счет этого размеры деталей совпадают с высокой точностью.
"Ушки" крепления отгибаются под углом 90 градусов.
В местах плоскости "ушки" предусматриваются под установку 2-х заклепок, в месте тазового изгиба - под одну заклепку. Применяемые заклепки - 4,8х10 мм.
Лист лежака размечается по осевой линии и к нему приклепываются ребра. Стороны листа выбираются гладкие, чтобы рифления оставались с наружней стороны и не препятствовали плотному контакту деталей.
Ребра в плечевой части лежака изогнуты "внутрь", за счет чего формируется переход лежака в шейный упор.
Нижняя часть рёбер остается прямой.
Верхняя и нижняя часть "лежака" подрезается по бокам для формирования оптимальной формы шейной, плечевой и тазовой части сидения.
Затем изготавливаются и приклёпываются две поперечные детали.
Это обеспечивает достаточную жесткость конструкции "на кручение":
По месту изготавливаются и устанавливаются прочие элементы жесткости.
Вид сидения сбоку в сборе:
После сборки кромки и поверхность еще раз обрабатываются, удаляются заусенцы и лишний металл, изделие обезжиривается, раскраивается материал (например туристический коврик) и приклеивается на лежак.
По свидетельству Вадима Дунаева, данный способ изготовления лежака веломобиля (в сравнении с выклейкой из стекловолокна или углеткани) показал достаточную технологичность процесса, низкие затраты на закупку сырья и расходных материалов, доступность, простоту обработки, минимум инструментов и дополнительных приспособлений. Как видно из фотографий, такое сидение-лежак возможно сделать буквально в "гаражных" условиях. Ориентировочное время, затраченное непосредственно на работу - порядка 4-х часов. Остатки "производства" можно будет использовать для изготовления мелких деталей креплений или разнообразных кронштейнов, защит и т.д.
- Alexey Kiristaev
- Сообщения: 23
- Зарегистрирован: 04 июл 2017, 13:19
Re: Трайк 2017 года
![]() Alexey Kiristaev » 25 сен 2017, 18:20
Alexey Kiristaev » 25 сен 2017, 18:20
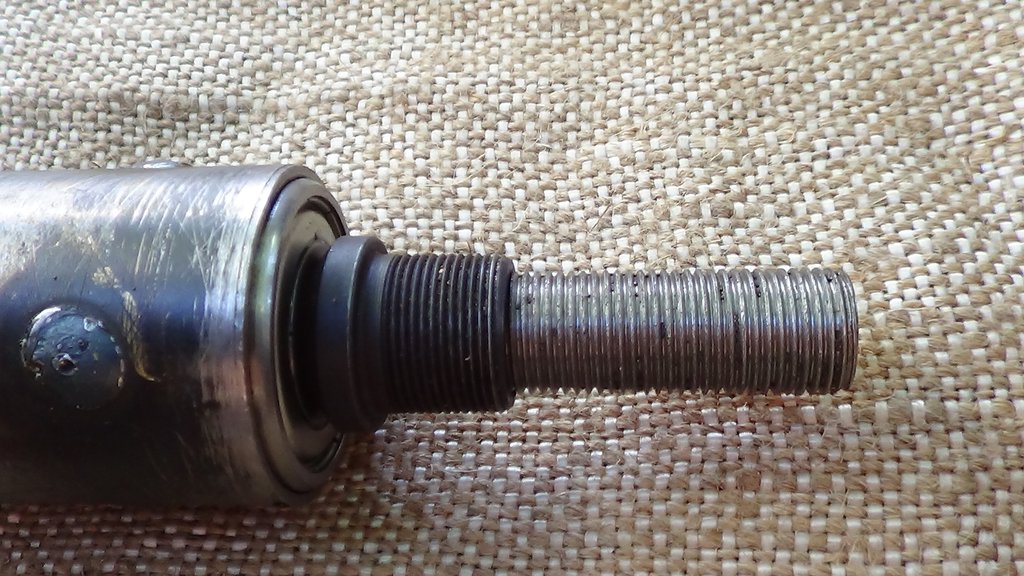
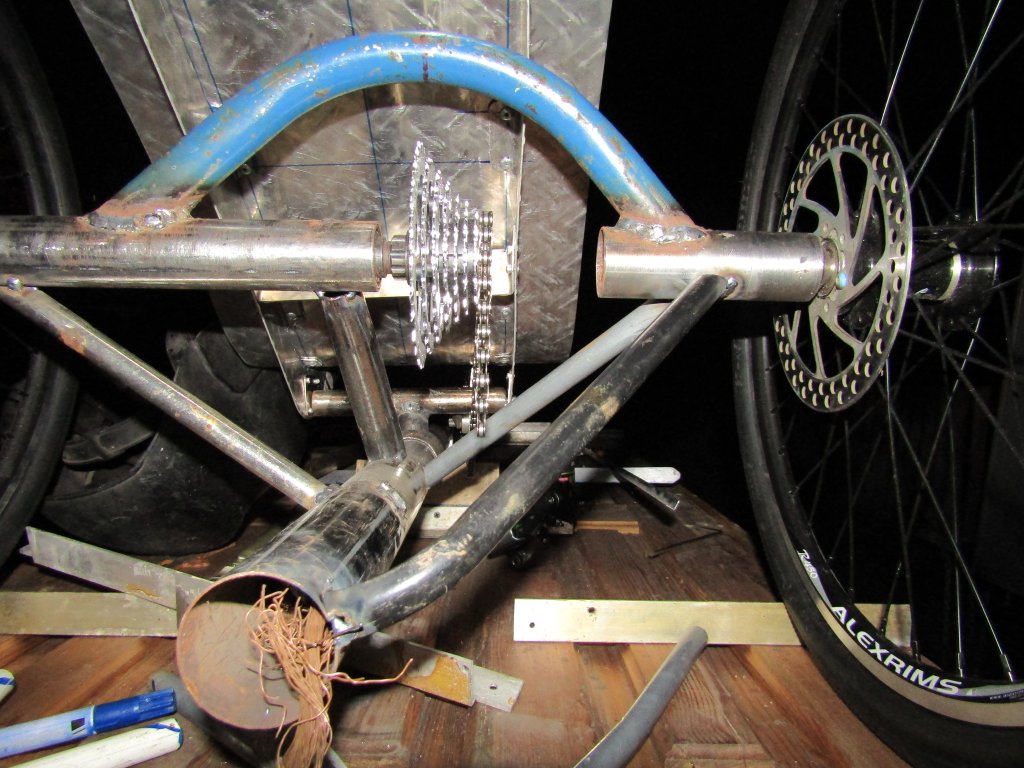
Точеные детали: левая приводная полуось, корпус полуоси, корпус подшипников, спецгайки полуосей, точеные корпуса для зажимов узлов.

В качестве эксперимента был изготовлен приводной вал из титана. Ожидаемо он оказался немного легче стального (разница порядка 150 грамм), но возникла сложность с нарезанием резьбы, особенно значительной длины. После испорченного комплекта плашек, эту затею оставили и остановились на проверенном варианте из стали.
Хвостовик приводного вала перед установкой кассеты:
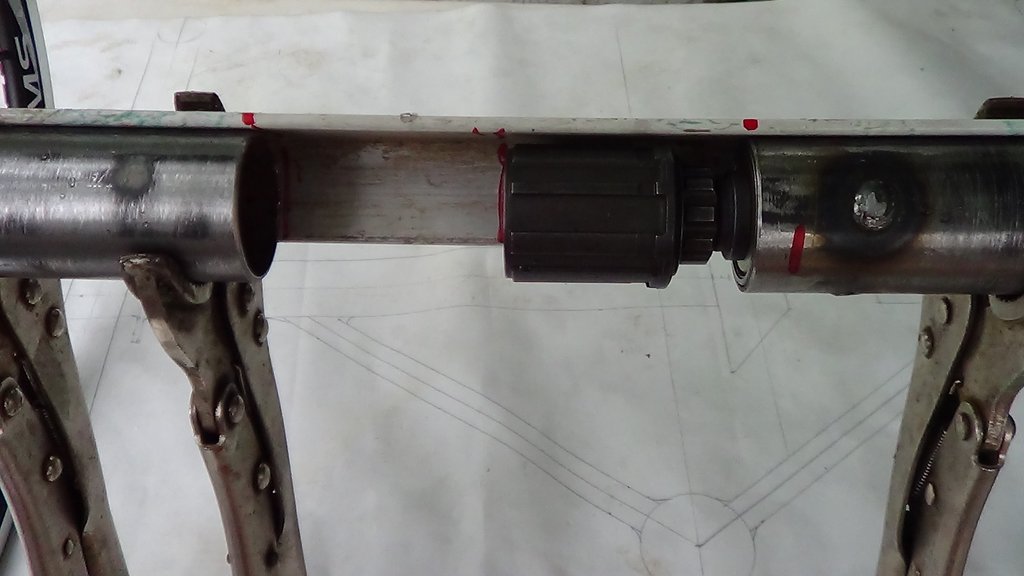
Приводной вал с установленным барабаном храпового механизма:
Левая ведущая полуось перед установкой колеса:

В конструкции применены самоцентрирующиеся конусные точеные спецгайки.
Левая полуось с установленным колесом:

Правая полуось перед установкой колеса:

Правая полуось с установленным колесом:

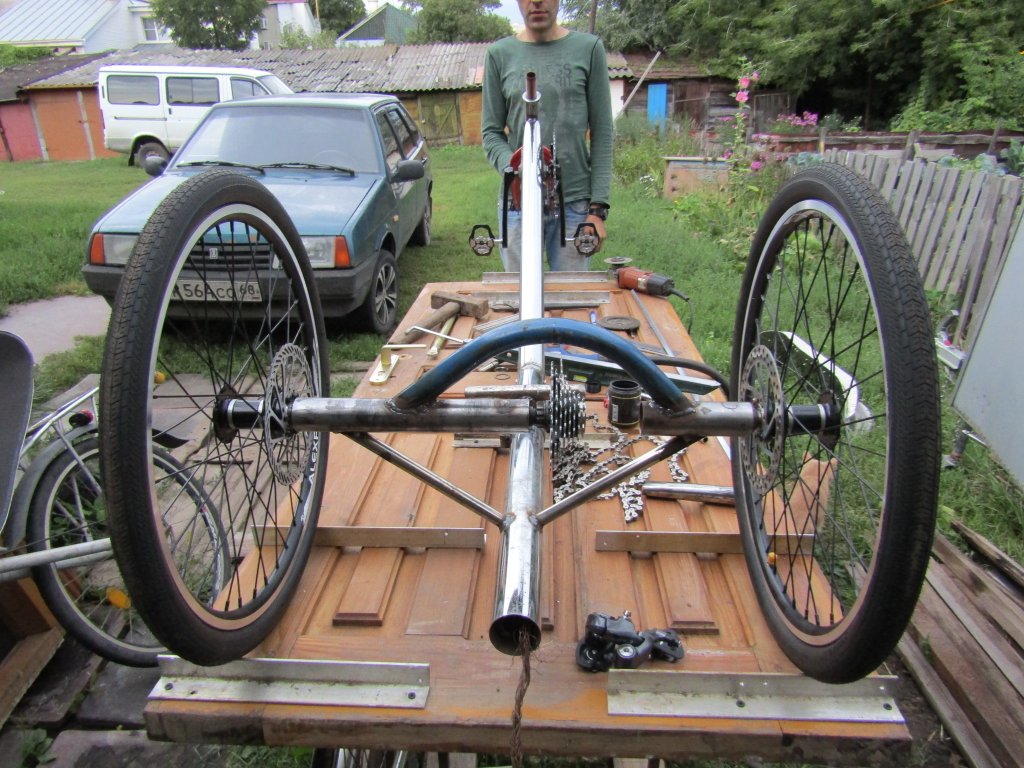
Перед сваркой моста для точного соблюдения соосности обе полуоси в сборе притягиваются сварочными струбцинами к плоскости, например можно использовать L-образный профиль.

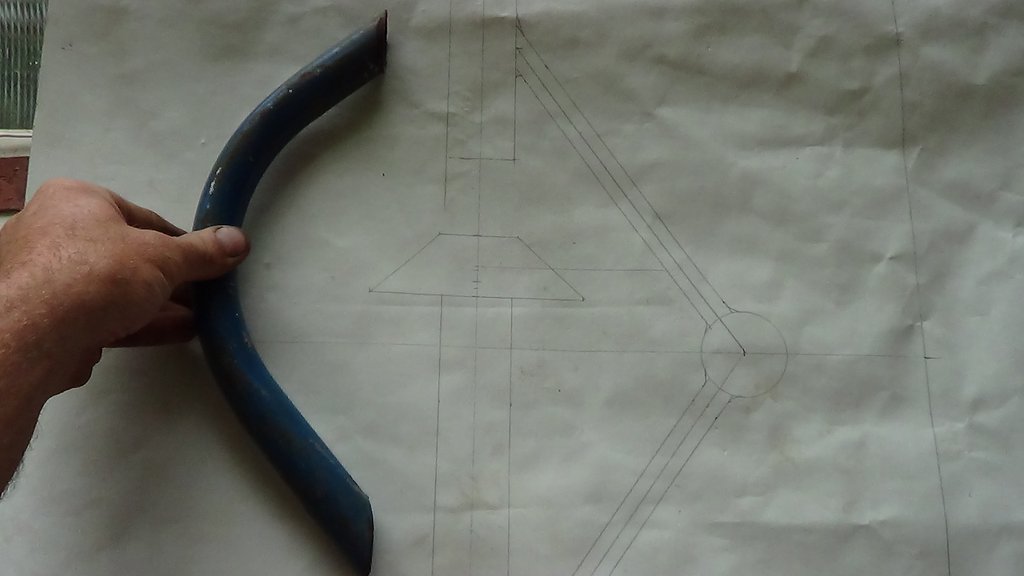
Перед привариванием силовой дуги все еще раз сверяется с эскизом или чертежом:
Приваривается силовой дугообразный элемент:

После сварки еще раз проверяется соосность, при нарушении – исправляется по месту.
Перед сваркой моста и хребта рамы подготавливается функциональный аналог стапеля из ДСП с направляющими из алюминиевых «уголков»:

К трубе рамы привариваются усиливающие трубки:

После сварки моста и трубы рамы снова контролируется вся геометрия с помощью измерительных инструментов:

Важно проводить несколько серий замеров в различном положении вращающихся элементов конструкции, а также контролировать визуально:

Предварительно устанавливается сидение:

Также предварительно моделируется положение узла каретки и передней вилки:

Еще раз проверяется взаимное расположение основных узлов:

Определяются места креплений сидения, силовых элементов рамы. Такое низкое положение сидения – требование заказчика.
Прикидывается положение и длина рулевой тяги. В данном случае снова планируется использовать тягу от бомбардировщика Ил-28:

Данный объем работ занял порядка 12-16 человеко-часов.
В качестве эксперимента был изготовлен приводной вал из титана. Ожидаемо он оказался немного легче стального (разница порядка 150 грамм), но возникла сложность с нарезанием резьбы, особенно значительной длины. После испорченного комплекта плашек, эту затею оставили и остановились на проверенном варианте из стали.
Хвостовик приводного вала перед установкой кассеты:
Приводной вал с установленным барабаном храпового механизма:
Левая ведущая полуось перед установкой колеса:
В конструкции применены самоцентрирующиеся конусные точеные спецгайки.
Левая полуось с установленным колесом:
Правая полуось перед установкой колеса:
Правая полуось с установленным колесом:
Перед сваркой моста для точного соблюдения соосности обе полуоси в сборе притягиваются сварочными струбцинами к плоскости, например можно использовать L-образный профиль.
Перед привариванием силовой дуги все еще раз сверяется с эскизом или чертежом:
Приваривается силовой дугообразный элемент:
После сварки еще раз проверяется соосность, при нарушении – исправляется по месту.
Перед сваркой моста и хребта рамы подготавливается функциональный аналог стапеля из ДСП с направляющими из алюминиевых «уголков»:
К трубе рамы привариваются усиливающие трубки:
После сварки моста и трубы рамы снова контролируется вся геометрия с помощью измерительных инструментов:
Важно проводить несколько серий замеров в различном положении вращающихся элементов конструкции, а также контролировать визуально:
Предварительно устанавливается сидение:
Также предварительно моделируется положение узла каретки и передней вилки:
Еще раз проверяется взаимное расположение основных узлов:
Определяются места креплений сидения, силовых элементов рамы. Такое низкое положение сидения – требование заказчика.
Прикидывается положение и длина рулевой тяги. В данном случае снова планируется использовать тягу от бомбардировщика Ил-28:
Данный объем работ занял порядка 12-16 человеко-часов.
- Alexey Kiristaev
- Сообщения: 23
- Зарегистрирован: 04 июл 2017, 13:19
Re: Трайк 2017 года
![]() Alexey Kiristaev » 25 сен 2017, 18:21
Alexey Kiristaev » 25 сен 2017, 18:21
Для изготовления отжимной звезды на 28 зубов использован лист алюминия толщиной 2 мм.

Сделана разметка, сверлом на 8 мм высверлены отверстия:

Затем зубы будут обрабатываться «болгаркой», напильниками для придания необходимой геометрии.

Втулка отжимной звездочки – точеная. В последующем от консольного закрепления отказались.
Из трубок изготавливаются подкосы сидения:

Хорошо видны точеные корпуса зажимов с внутренней резьбой и проточкой для заглубления головки болта под внутренний шестигранник.
Размечен и приварен корпус каретки:

Из соображений геометрии рамы передняя вилка была заменена вилкой из стали под колесо 24”, перьям была придана необходимая кривизна изгибанием.

Сборочные работы обязательно проводятся на плоскости, оказалось удобно использовать дверь с прикрученными саморезами алюминиевыми уголками:

Здесь хорошо видно крепление отжимной звездочки к подвижному нижнему кронштейну сидения и кассета скоростей:

В процессе сборке постоянно визуально контролируется геометрия рамы:
Следующий этап – прокладка трассы цепи и монтаж заднего переключателя скоростей:

Окончательный вид задней части рамы в области переключателя:

Такая конфигурация позволяет сохранить необходимую жесткость и обеспечить достаточное свободное место для кронштейна заднего переключателя и диапазона рабочего хода:
Сделана разметка, сверлом на 8 мм высверлены отверстия:
Затем зубы будут обрабатываться «болгаркой», напильниками для придания необходимой геометрии.
Втулка отжимной звездочки – точеная. В последующем от консольного закрепления отказались.
Из трубок изготавливаются подкосы сидения:
Хорошо видны точеные корпуса зажимов с внутренней резьбой и проточкой для заглубления головки болта под внутренний шестигранник.
Размечен и приварен корпус каретки:
Из соображений геометрии рамы передняя вилка была заменена вилкой из стали под колесо 24”, перьям была придана необходимая кривизна изгибанием.
Сборочные работы обязательно проводятся на плоскости, оказалось удобно использовать дверь с прикрученными саморезами алюминиевыми уголками:
Здесь хорошо видно крепление отжимной звездочки к подвижному нижнему кронштейну сидения и кассета скоростей:
В процессе сборке постоянно визуально контролируется геометрия рамы:
Следующий этап – прокладка трассы цепи и монтаж заднего переключателя скоростей:
Окончательный вид задней части рамы в области переключателя:
Такая конфигурация позволяет сохранить необходимую жесткость и обеспечить достаточное свободное место для кронштейна заднего переключателя и диапазона рабочего хода:
- Alexey Kiristaev
- Сообщения: 23
- Зарегистрирован: 04 июл 2017, 13:19
Re: Трайк 2017 года
![]() Alexey Kiristaev » 25 сен 2017, 18:23
Alexey Kiristaev » 25 сен 2017, 18:23
При жёстком закреплении звездочки особое внимание уделялось её положению относительно задней кассеты – она была очень точно позиционирована по средней передаче кассеты, на крайних передачах схода цепи не наблюдалось, переключение уверенно работает в полном диапазоне. Тем не менее, для предотвращения возможного схождения цепи (особенно в крайних положениях сидения – когда оно отодвинуто максимально назад, например), на узле крепления отжимной звездочки были смонтированы специальные скобы.

Изготовлен кронштейн крепления заднего переключателя.

Данное решение зарекомендовало себя с лучшей стороны для монтажа и обслуживании заднего переключателя:

Такое неподвижное крепление добавило дополнительную жесткость заднему мосту, что положительно сказывается на ходовых качествах.

Установлено сидение. Вид на сидение со стороны правого «подкоса», видна телескопическая конструкция упорной трубки с зажимом:

Вид на заднюю часть с установленным сидением и переключателем:

Большая аккуратность и масса замеров требуется также при определении положения и высоты рулевой колонки

К нижней части рулевого вала, проходящего через колонку, приварена резьбовая часть, отрезанная от вилки (синяя вилка на фото выше), используются стандартные чашки и подшипники.

Постоянно контролируется геометрия рамы на предмет поводок в процессе сварочных работ, углы установки колес и при необходимости корректируются, например при помощи прочной веревки и молотка.
Расположение руля и рулевой колонки не должно мешать коленям, голеням и ступням в любых положениях и не ограничивать видимость:

По месту привариваются диагональные трубки, ведущие от передней каретки, а также от нижней части рулевой колонки.

Промежуточная поперечина позволила замкнуть на себя все силовые элементы, не мешая ветвям цепи:

Вид на рулевую тягу со стороны рулевой колонки:

Вид на рулевую тягу со стороны рулевого стакана:

Изготовлен кронштейн крепления заднего переключателя.
Данное решение зарекомендовало себя с лучшей стороны для монтажа и обслуживании заднего переключателя:
Такое неподвижное крепление добавило дополнительную жесткость заднему мосту, что положительно сказывается на ходовых качествах.
Установлено сидение. Вид на сидение со стороны правого «подкоса», видна телескопическая конструкция упорной трубки с зажимом:
Вид на заднюю часть с установленным сидением и переключателем:
Большая аккуратность и масса замеров требуется также при определении положения и высоты рулевой колонки
К нижней части рулевого вала, проходящего через колонку, приварена резьбовая часть, отрезанная от вилки (синяя вилка на фото выше), используются стандартные чашки и подшипники.
Постоянно контролируется геометрия рамы на предмет поводок в процессе сварочных работ, углы установки колес и при необходимости корректируются, например при помощи прочной веревки и молотка.
Расположение руля и рулевой колонки не должно мешать коленям, голеням и ступням в любых положениях и не ограничивать видимость:
По месту привариваются диагональные трубки, ведущие от передней каретки, а также от нижней части рулевой колонки.
Промежуточная поперечина позволила замкнуть на себя все силовые элементы, не мешая ветвям цепи:
Вид на рулевую тягу со стороны рулевой колонки:
Вид на рулевую тягу со стороны рулевого стакана:
- Alexey Kiristaev
- Сообщения: 23
- Зарегистрирован: 04 июл 2017, 13:19
Re: Трайк 2017 года
![]() Alexey Kiristaev » 25 сен 2017, 18:24
Alexey Kiristaev » 25 сен 2017, 18:24
Изготовлены и приварены скобы крепления тормозных машинок, смонтированы сами суппорты (тормозной тросик еще установлен):

Крупным планом видно место сварного соединения с задним мостом горизонтальной реактивной тяги.
В дополнение к двум задним дисковым, на передней вилке предполагается установка шоссейного ободного тормоза.
Сварен хорошо зарекомендовавший себя V-образный «Ватинский» руль:

Такая форма руля позволяет максимально близко свести локти и вписаться в жесткие требования по ширине веломобиля. Расположение на руле велокомпьютера или манеток переключения передач в непосредственной видимости не только удобно, но и облегчает чтение всей необходимой информации о скорости, выбранной передаче и других параметрах.
Веломобиль получился достаточно компактным (680 мм по внешним фланцам задних колес, 2100 мм по длине) что также было одним из требований:

За счет широкого диапазона регулировок сидения, веломобиль подходит для пилотов разного роста – от 165 до 185 см.
За рулем с комфортом разместился один из конструкторов-изготовителей веломобиля – В.Н. Дунаев (рост 182 см).

Крупным планом видно место сварного соединения с задним мостом горизонтальной реактивной тяги.
В дополнение к двум задним дисковым, на передней вилке предполагается установка шоссейного ободного тормоза.
Сварен хорошо зарекомендовавший себя V-образный «Ватинский» руль:
Такая форма руля позволяет максимально близко свести локти и вписаться в жесткие требования по ширине веломобиля. Расположение на руле велокомпьютера или манеток переключения передач в непосредственной видимости не только удобно, но и облегчает чтение всей необходимой информации о скорости, выбранной передаче и других параметрах.
Веломобиль получился достаточно компактным (680 мм по внешним фланцам задних колес, 2100 мм по длине) что также было одним из требований:
За счет широкого диапазона регулировок сидения, веломобиль подходит для пилотов разного роста – от 165 до 185 см.
За рулем с комфортом разместился один из конструкторов-изготовителей веломобиля – В.Н. Дунаев (рост 182 см).
- Alexey Kiristaev
- Сообщения: 23
- Зарегистрирован: 04 июл 2017, 13:19
Re: Трайк 2017 года
![]() Станислав Худатов » 27 сен 2017, 15:31
Станислав Худатов » 27 сен 2017, 15:31
Предлагаемое рабочее название трайка SWIFT («СТРИЖ») – небольшая, очень быстрая и очень трудолюбивая (многофункциональная – в нашем случае) птичка.
- Станислав Худатов
- Сообщения: 2
- Зарегистрирован: 27 сен 2017, 15:29
Re: Трайк 2017 года
![]() Станислав Худатов » 02 окт 2017, 10:05
Станислав Худатов » 02 окт 2017, 10:05
ПЕРВЫЕ ВПЕЧАТЛЕНИЯ.
23 сентября 2017 года я провел в Тамбове, где местные талантливые конструкторы Вадим Дунаев и Александр Сергеев сделали для меня трайк. Ребята попросили приехать к ним и «примерить костюмчик».
Работа над трайком началась еще весной, хотя концептуально проект практичного бытового веломобиля созрел задолго до этого. Хотелось совместить в нем компактность, легкость и маневренность велосипеда с энергоэффективностью скоростного стримлайнера. У нас сложилась команда из А.Киристаева, В.Дунаева, А.Сергеева и вашего покорного слуги. Я, конечно же, выступал лишь как заказчик и постановщик задач, а не конструктор.
Вначале ребята превратили нестюринский «Индикатор» в трайк. Леша разогнался на нем до 45 км в час. Привезли его в Москву и примерили. Такому безнадежному коротышке как я (165 см) он оказался слишком велик, а садиться выше и делать колею очень широкой не хотелось. Поэтому приняли решение делать вариант «Кэтули» В.В. Ульяновского (я обкатывал эту машину, и она произвела очень приятное впечатление). Посадку сделали возможно более низкой, чтобы обеспечить боковую устойчивость при узкой колее и улучшить аэродинамику.
Когда конструкция была готова, ребята опробовали ее и отметили хорошие ходовые качества.
Я проехал на этом трайке порядка 30 км и могу подтвердить следующее:
1.Очень удобная посадка и выход. Потребовалось всего пять минут, чтобы приобрести сноровку.
2. Высокоэргономичное сиденье. Голова и шея в вертикальном расслабленном положении. Спина (даже моя больная) не только не испытывает дискомфорта, но, наоборот, массируется и после поездки испытываешь легкость.
3.Абсолютно гармоничное рулевое управление. К нему не нужно привыкать. Ощущение такое, что трайк упраляется сам.
4. Великолепная устойчивость даже на глубоких продольно-поперечных ямах и колдобинах и на крутых поворотах, а при наклоне туловища в сторону поворота скорость почти не сбрасываешь.
5. Высокая маневренность. Радиус поворота- 2.5 м.
6. Устойчивая работа всех переключателей скоростей даже на малых скоростях.
7. Прекрасная обзорность. Несмотря на низкую посадку, все хорошо видно.
8. Достаточный (для меня) диапазон скоростей. На высшей передаче скорость 27 км в час при 1 обороте педалей в секунду.
9. Неплохо преодолевает пробки по обочине между машинами и тротуаром. Здесь у нас до сих пор идет «война» с Вадимом и Александром. Я считаю, что внешний габарит должен быть на 5 см меньше (сейчас он 68 см), а ребята требуют оставить его таким же для обеспечения устойчивости 3-колесной машины.
10. Рама очень жесткая. Усилия на педали эффективно передаются на ведущее колесо.
11. Отсутствие подвески практически не чувствуется даже на колдобинах и ямах, хотя сиденье пока почти жесткое (один слой коврика).
12. Достаточно легко преодолевать подъемы. Почти так же легко, как на обычном шоссейнике.
13. Поскольку переднее колесо загружено меньше, оно легко «вползает» на небольшие (до 7 см) бордюры.
14. Трайк достаточно компактен (210 см), его можно даже нести в одной руке. Мы не взвешивали, но по ощущениям 17-18 кг.
15. Ну, а теперь, самое главное – энергоэффективность. Мне показалось, что трайк немного тяжелее на ходу, чем обычный шоссейник. Однако, чем больше я на нем ездил, тем легче становился ход. Максимальная скорость 43 км в час я развил на горизонте, а в среднем она держалась на уровне 35-37 км в час (Моя обычная скорость на шоссейнике – 30-35 км в час. Может быть это было с перепугу, т.к. меня постоянно «кусал за пятки» и подталкивал Вадим на своем «Лунном ветре».
Теперь предстоит доводка трайка и достаточно длительный период испытаний в Москве в условиях города и пригорода.
Подготовил Станислав Худатов.
23 сентября 2017 года я провел в Тамбове, где местные талантливые конструкторы Вадим Дунаев и Александр Сергеев сделали для меня трайк. Ребята попросили приехать к ним и «примерить костюмчик».
Работа над трайком началась еще весной, хотя концептуально проект практичного бытового веломобиля созрел задолго до этого. Хотелось совместить в нем компактность, легкость и маневренность велосипеда с энергоэффективностью скоростного стримлайнера. У нас сложилась команда из А.Киристаева, В.Дунаева, А.Сергеева и вашего покорного слуги. Я, конечно же, выступал лишь как заказчик и постановщик задач, а не конструктор.
Вначале ребята превратили нестюринский «Индикатор» в трайк. Леша разогнался на нем до 45 км в час. Привезли его в Москву и примерили. Такому безнадежному коротышке как я (165 см) он оказался слишком велик, а садиться выше и делать колею очень широкой не хотелось. Поэтому приняли решение делать вариант «Кэтули» В.В. Ульяновского (я обкатывал эту машину, и она произвела очень приятное впечатление). Посадку сделали возможно более низкой, чтобы обеспечить боковую устойчивость при узкой колее и улучшить аэродинамику.
Когда конструкция была готова, ребята опробовали ее и отметили хорошие ходовые качества.
Я проехал на этом трайке порядка 30 км и могу подтвердить следующее:
1.Очень удобная посадка и выход. Потребовалось всего пять минут, чтобы приобрести сноровку.
2. Высокоэргономичное сиденье. Голова и шея в вертикальном расслабленном положении. Спина (даже моя больная) не только не испытывает дискомфорта, но, наоборот, массируется и после поездки испытываешь легкость.
3.Абсолютно гармоничное рулевое управление. К нему не нужно привыкать. Ощущение такое, что трайк упраляется сам.
4. Великолепная устойчивость даже на глубоких продольно-поперечных ямах и колдобинах и на крутых поворотах, а при наклоне туловища в сторону поворота скорость почти не сбрасываешь.
5. Высокая маневренность. Радиус поворота- 2.5 м.
6. Устойчивая работа всех переключателей скоростей даже на малых скоростях.
7. Прекрасная обзорность. Несмотря на низкую посадку, все хорошо видно.
8. Достаточный (для меня) диапазон скоростей. На высшей передаче скорость 27 км в час при 1 обороте педалей в секунду.
9. Неплохо преодолевает пробки по обочине между машинами и тротуаром. Здесь у нас до сих пор идет «война» с Вадимом и Александром. Я считаю, что внешний габарит должен быть на 5 см меньше (сейчас он 68 см), а ребята требуют оставить его таким же для обеспечения устойчивости 3-колесной машины.
10. Рама очень жесткая. Усилия на педали эффективно передаются на ведущее колесо.
11. Отсутствие подвески практически не чувствуется даже на колдобинах и ямах, хотя сиденье пока почти жесткое (один слой коврика).
12. Достаточно легко преодолевать подъемы. Почти так же легко, как на обычном шоссейнике.
13. Поскольку переднее колесо загружено меньше, оно легко «вползает» на небольшие (до 7 см) бордюры.
14. Трайк достаточно компактен (210 см), его можно даже нести в одной руке. Мы не взвешивали, но по ощущениям 17-18 кг.
15. Ну, а теперь, самое главное – энергоэффективность. Мне показалось, что трайк немного тяжелее на ходу, чем обычный шоссейник. Однако, чем больше я на нем ездил, тем легче становился ход. Максимальная скорость 43 км в час я развил на горизонте, а в среднем она держалась на уровне 35-37 км в час (Моя обычная скорость на шоссейнике – 30-35 км в час. Может быть это было с перепугу, т.к. меня постоянно «кусал за пятки» и подталкивал Вадим на своем «Лунном ветре».
Теперь предстоит доводка трайка и достаточно длительный период испытаний в Москве в условиях города и пригорода.
Подготовил Станислав Худатов.
- Станислав Худатов
- Сообщения: 2
- Зарегистрирован: 27 сен 2017, 15:29
Сообщений: 11
• Страница 1 из 1
Вернуться в проекты и проекты в процессе реализации
Кто сейчас на конференции
Сейчас этот форум просматривают: нет зарегистрированных пользователей и гости: 1